آموزش تاسیسات مرکز قوچان
مهندس خادم پیرآموزش تاسیسات مرکز قوچان
مهندس خادم پیرجلسه هفتم (روش نصب لوله پنج لایه )
نصب واجرای سیستم لوله کشی پنج لایه
لوله
های فولادی به دلیل خوردگی و رسوب پذیری و زمان بر بودن و لوله های پلیمری
به دلیل انبساط حرارتی بالا عدم تحمل دما و فشار بالا و عدم خم کاری دارای
نقاط ضعفی هستند که باعث شد محققان لوله های از تلفیق فلز و پلیمر بسازند
که به وسیله چسب مخصوص فلز و پلیمر بهم تلفیق داده شوند تا معایب لوله های
نسل قبلی مرتفع گردد.این لوله ها در بازار بصورت PEX-AL-PEXو
PERT-AL-PERTموجود می باشد.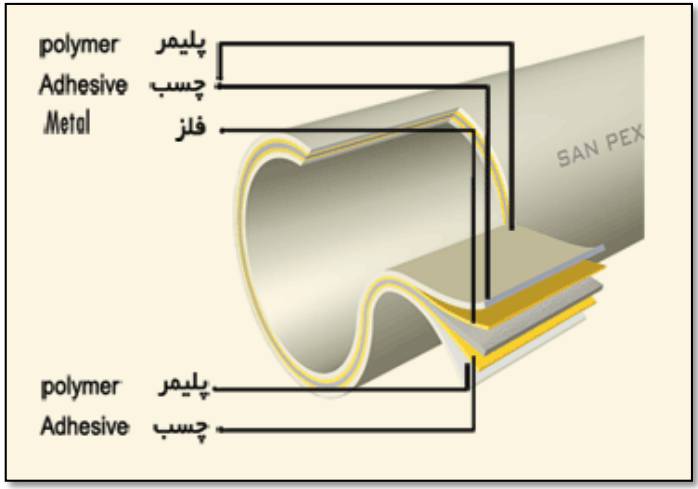
سلیز این لوله ها از 16شروع و تا 110تولید میشود که تا سایز 23آن به صورت حلقوی و از 40به بالا به صورت شاخه های 5متری به بازار عرضه میگردد.
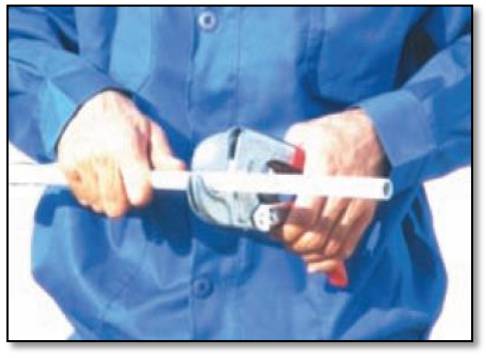
جهت برش این لوله ها همانند لوله های پلیمری از قیچی مخصوص استفاده می شود.

از سایز 40به بالا جهت برش آنها از لوله بر پلی اتیلن استفاده میشود.

بعد
از برش لوله حتما باید دهانه داخلی لوله به وسیله ابزار کالیبراتور (برقو)
پلیسه گیری شود. برقو علاوه بر پلیسه گیری فرم دایرهای به دهانه لوله
میدهد که باعث سهولت قرارگیری اتصال به داخل لوله میشود.
ضمناً جهت روان کاری هنگام کار با ابزار برقو (کالیبره) از مایع روان کننده استفاده میشود و استفاده از روغن و گریس ممنوع است.




انواع روش اتصال لوله های پنج لایه
روش ماسوره ای
دراین روش جهت
اتصاال لوله از مهره و ماسوره استفاده میشود. لوله ما بین ماسوره قرار
گرفته و هنگامی که مهره به اتصاال پی می شود ماسوره جمع شده و لوله را پرس
میکند. این نوع اتصال با توجه به این که جهت جلوگیری از نشاتی، باید لوله
کاملاً در اتصااال ماسااوره قرار بگیرد، نیاز به مهارت بالای لولهکش دارد،
بنابراین امروزه کمتر از آن استفاده می شود وبه دلیل عدم استقبال،کمتر
شرکتی آن را تولید می کند.
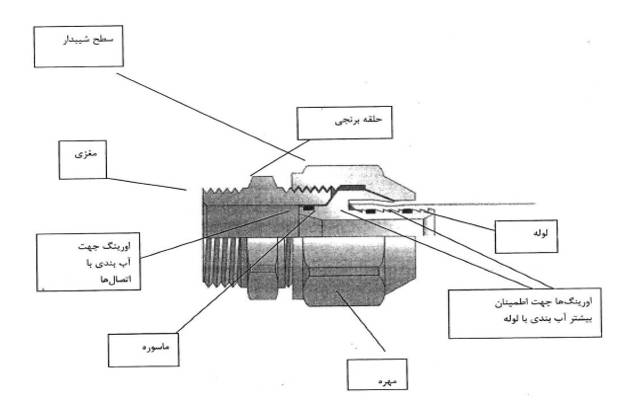
روش اورینگی یا دنده ای
در این روش لوله در قسمت نرگی اتصال قرار میگیرد و رینگ فولادی روی لوله قرار میگیرد که به وسیله مهره کاملا به اتصال محکم میشود و آب بندی آنها توسط چند اورینگ روی اتصال صورت میگیرد.

نکته مهم
میزان گشتاور مهره، باید متناسب با سایز لوله بوده و در صورتی که گشتاور بیش از حد بالا باشد رینگ فولادی سبب پاره شدن لوله میگردد
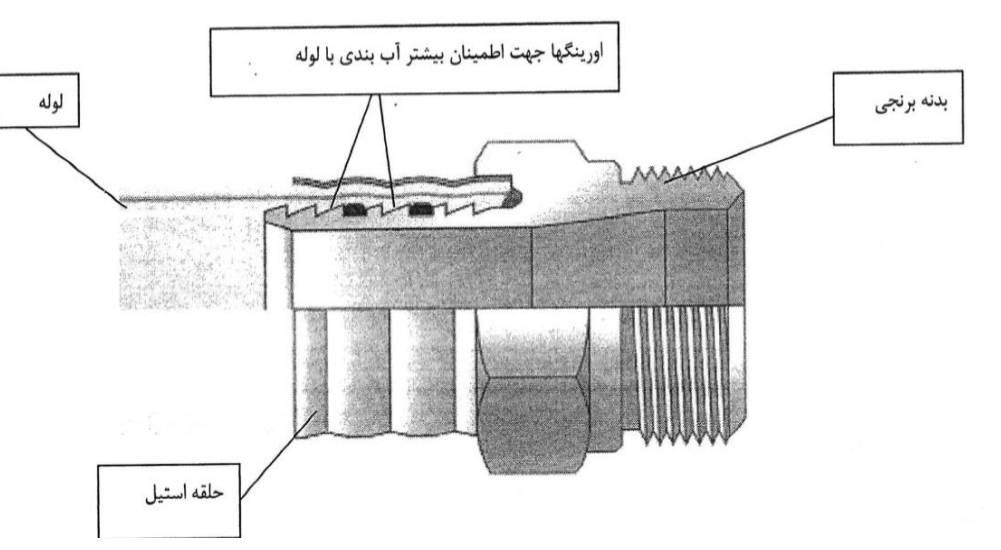
روش پرسی
مطمئنترین
و آسانترین اتصال در لوله های پنج لایه اتصال پرسی میباشددر این روش نرگی
اتصال در قسمت داخلی لوله و یک حلقه استیل در قسمت خارجی لوله قرار
قرار میگیرد که باابزار پرس لوله به اتصال پرچ میشود که مانندقبل آب بندی آن توسط چند اورینگ صورت میگیرد.
 ابزارهای پرس لوله پنج لایه
ابزارهای پرس لوله پنج لایه
1)پرس دستی

2)پرس هیدرولیکی

3)پرس برقی وشارژی


خم کاری لوله های پنچ لایه
خم کاری این لوله ها به وسیله دست، فنر و خمکن مکانیکی انجام میشود.
1) خم کاری به وسیله دست
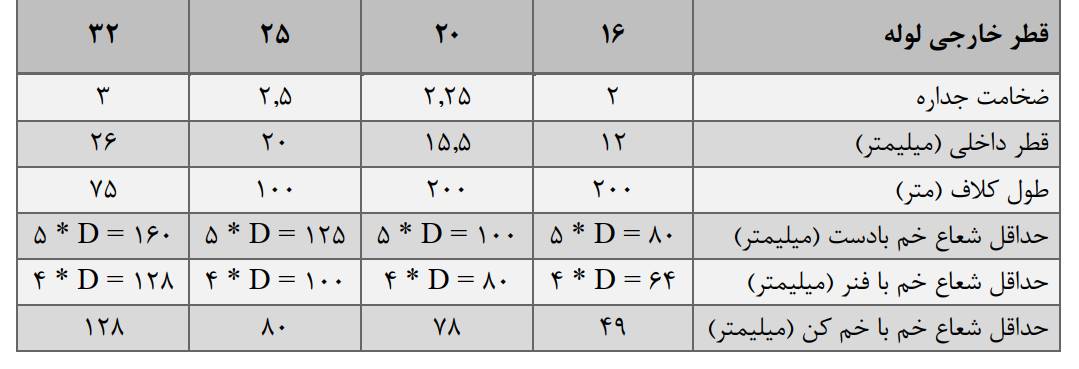
در صورتی که لوله به وسیله دست خم شود حداقل شعاع خم 5Dمی باشد.D:سایز لوله است.
2)خم کاری به وسیله فنر
درصورتی که لوله به وسیله فنر خم شود حداقل شعاع خم 4Dمی باشد. فنرهای مورد استفاده در این روش به صورت فنر روی لوله و توی لوله بوده که توصیه میشود از فنر رو استفاده گردد و تا سایز 23موجود می باشد.


خم کاری مکانیکی
وسیله دیگری که جهت خمکاری لوله های پنجلایه توصیه میشود، دستگاه خم کن مکانیکی است که تا سایز 23میلیمتر موجود بوده و معمولاً برای خم های ظریف استفاده میشود.

نحوه
کار با این دستگاه به این صورت میباشد که دو فک چرخان جلویی را با سایز
لوله هماهنگ کرده و فک نیم دایره عقبی را نیز با توجه به سایز لوله انتخاب و
نصب میکنیم. با قرار دادن لوله در میان فکها و چندبار فشار برروی دست
متحرک دستگاه لوله را خم میکند. برای آزاد کردن لوله و بیرون آوردن آن میان
فکها دسته متحرک را به سمت بیرون میکشیم تا بازوی متحرک خم کن به سمت عقب
برگشته و لوله آزاد شود.
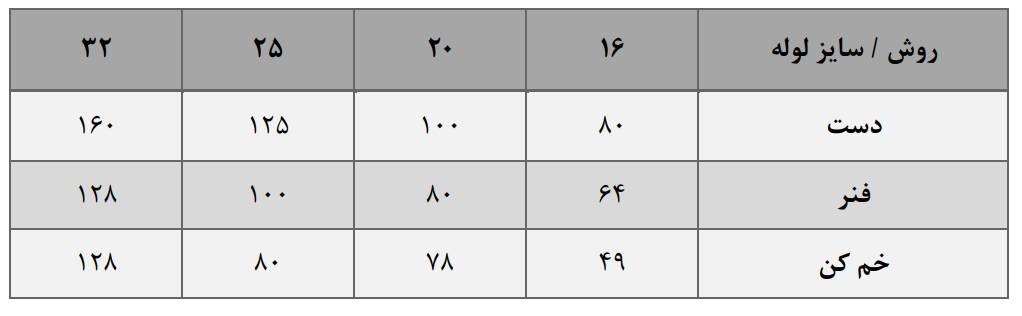
جدول زیر حداقل شعاع خم ها
با سه روش دست، فنر و خم کن را نشان میدهد. چنانچه شعاع خم کمتر از مقادیر
زیر باشد احتمال دو پهن شدن لوله وجود دارد.